一、技术协议
1.高精度整体牌坊
整体铸造45#钢(或QT500)刚性结构,带可调支撑块消隙装 置易于实现高精度装配,设备轧制精度高;变形量小,刚性稳定,易于拆装和维修。
2.短变消振
指通过结构设计使电池极片轧制时轧制压力所经过的路线最短,从而提高轧机刚性,确保有缝轧制和极片轧制精度;实现对称调隙,确保极片轧制薄厚均匀;分散夹紧力载荷,改善轴承及轴承座的受力状况,提高轴承使用寿命。
3.深度淬硬
是指采用感应淬火工艺,匹配合金含量、辊身表面硬度以及不衰减硬度层厚度,确保辊身表面硬度淬火硬度HRC≥65,不衰减硬度层厚度8~12mm。普遍采用的整体淬火工艺得到的辊身表面硬度不仅低于HRC65,而且硬度层薄硬度并由外向里衰减。
4.变频调速系统
是指采用变频调速器实现0~5转/分钟的速度设定,以便更有效地控制轧制过程中的极片延伸率的大小,并实现在线调速以及转速显示。
5.气液增压夹紧系统
(美国AZ)气液增压系统最大预压力150吨,两个液压缸可同进同退,具备压力显示功能,确保操作方便、压力稳定、使用安全。
二、主要技术参数
1.型号:DSP-LBRM03C。
2.规格:ф300mm×300mm。
3.配置:高精度无牌坊、短变消振、深淬冷硬、变频转速、气液压夹紧。
4.辊面有效尺寸:ф300mm×270mm。
5.两辊间线压力:(液压)min1500KN。
6.辊身硬度HRC:≥65。
7.不衰减硬度层厚度:min12mm。
8.辊面粗糙度Ra:≤0.2。
9.装机辊跳精度误差:≤0.0015mm。
10.辊隙可调可测范围:0~2.0mm。
11.轧辊转速:无级可调,最大转速5转/分钟。
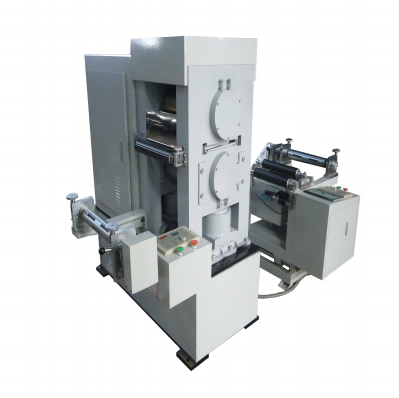
12.对辊接触母线高度1m。
13.主机外形尺寸:约2.0m×1.7m×2.0m(长×宽×高)。
14.主电机功率:4.5KW。
15.轧机重量:约2吨。
16.配置进料护手板。
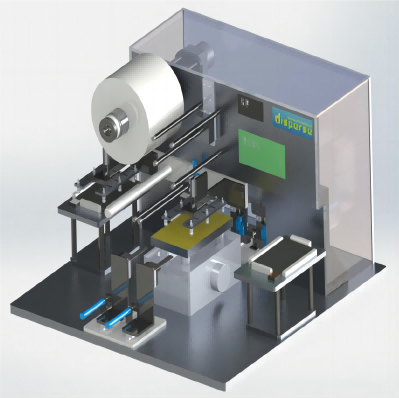
17.恒张力闭环放卷系统放料部分φ76mmX270mm 气胀轴放卷、锁止阀设计、配冲气枪。
18.张力控制通过轴压力传感器采集张力信号,磁粉制动器调整(调整范围:2.3-20kg),恒张力大小可在0~50N 范围内设置。
19.纠偏系统电纠偏、直线导轨(移动范围最大50mm)。
20.恒张力闭环收卷系统收料部分φ76mmX270mm 气胀轴放卷、锁止阀设计、配冲气枪。
21.张力控制通过轴压力传感器采集张力信号,磁粉制动器调整(调整范围:2.3-20kg),恒张力大小可在0~50N 范围内设置。
22.纠偏系统电纠偏、直线导轨(移动范围最大50mm)。